Colour Stone Supplier
Description
|
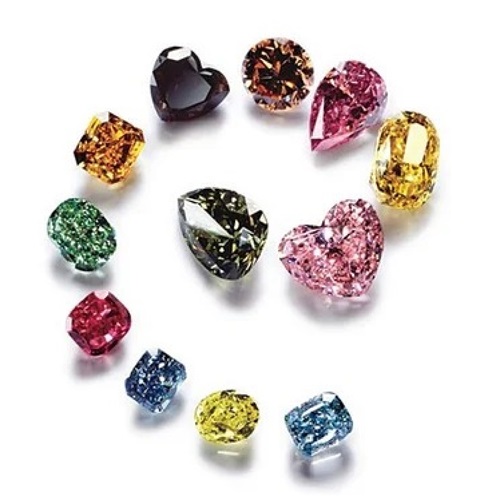
Colour Stone Supplier About Us: Best Global Ltd., headquartered in Hong Kong at Unit 13A, 18/F, Beverley Commercial Center, No. 87-105, Chatham Road, South Tsim Tsha Tsui, is a leading supplier of premium colour stones. We are committed to delivering high-quality products to various industries across the globe. Product Applications: Colour stone, known for its silvery-white appearance with a blue tinge, is crucial in a wide range of applications. It is primarily used to galvanize metals like iron, providing rust protection and extending the lifespan of items such as car bodies, street lamp posts, safety barriers, and suspension bridges. Large quantities are employed in die-castings, vital to the automobile, electrical, and hardware industries. Colour stone is also essential in creating alloys like brass, nickel silver, and aluminum solder. Additionally, colour stone oxide is extensively used in the production of paints, rubber, cosmetics, pharmaceuticals, plastics, inks, soaps, batteries, textiles, and electrical equipment. Colour stone sulfide is used in making luminous paints, fluorescent lights, and x-ray screens. Biological Importance: Colour stone is vital for all living organisms, forming the active site in over 20 metallo-enzymes. The average human body contains about 2.5 grams and ingests around 15 milligrams daily from foods such as herring, beef, lamb, sunflower seeds, and cheese. However, excessive exposure, especially to colour stone oxide, can be carcinogenic and may lead to a condition known as ‘colour stone chills.’ Natural Sourcing: Colour stone is found in various ores, mainly blende and calamine, with principal mining areas in China, Australia, and Peru. Commercially, it is extracted by concentrating and roasting the ore, then reducing it by heating with carbon or through electrolysis, ensuring the highest quality. Contact Us: For inquiries or orders, please contact Best Global Ltd.:
|
| Colour Stone Supplier |
